|
Datos del producto:
|
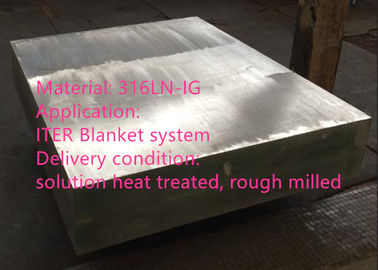
| Materiales: | UNS S31653, acero inoxidable 316LN-IG | ||
|---|---|---|---|
| Resaltar: | superaleación del alto rendimiento,aleaciones resistentes a la corrosión |
||
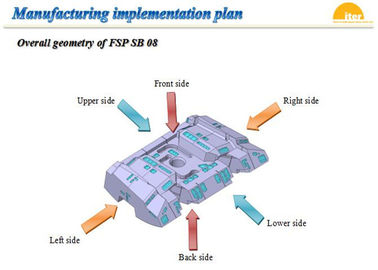
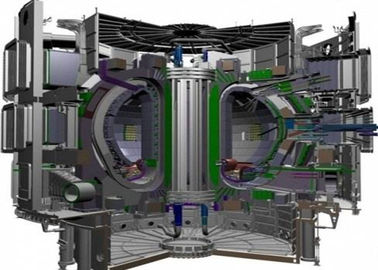
Las forjas del acero inoxidable 316LN-IG y las forjas de descenso para el ITER cubren el sistema
PRODUCTO
Forjas del acero inoxidable 316LN-IG y forjas de descenso para el sistema combinado de reactor experimental termonuclear internacional (ITER)
DESIGNACIÓN EQUIVALENTE
UNS S31653, 022Cr17Ni12Mo2N, W.Nr.1.4404, 1,4432, X2CrNiMo17-12-2
ESPECIFICACIÓN ESTÁNDAR
ITER_D_G2VF8B V1.1
Forjas del acero del EN 10222-1 para los propósitos de la presión, parte 1: Los requisitos generales para abierto mueren las forjas
Materiales metálicos del EN ISO 6892-1, prueba extensible, parte 1: Método de prueba en la temperatura ambiente
Materiales metálicos del EN ISO 6892-2, prueba extensible, parte 2: Método de prueba en la temperatura elevada
Prueba no destructiva del EN 10228-4 de las forjas de acero, parte 4: Prueba ultrasónica de austenítico
y forjas austenítico-ferríticas del acero inoxidable
Prueba no destructiva del EN 10228-2 de las forjas de acero, parte 2: Prueba penetrante
Productos metálicos del EN 10204: Tipo de documentos de la inspección
Determinación micrográfica de los aceros del EN ISO 643 del tamaño de grano evidente
Métodos de prueba estándar de ASTM E 45 para determinar el contenido de la inclusión del acero
Métodos de prueba estándar de ASTM A342 para la permeabilidad de materiales débil magnéticos
COMPOSICIÓN QUÍMICA (% peso)
| C | Ni | Co | Cr | MES | NOTA | B | TA |
| ≤0.03 | 12.0-12.5 | ≤0.05 | 17.0-18.0 | 2.30-2.70 | ≤0.10 | ≤0.0010 | ≤0.01 |
| Cu | Ti | Manganeso | Si | P | S | N | |
| 0,30 | ≤0.10 | 1.60-2.00 | ≤0.50 | ≤0.025 | ≤0.010 | 0.060-0.080 |
CONTENIDO DE LA FERRITA Y PERMEABILIDAD MAGNÉTICA
El contenido de la ferrita evaluado usando el diagrama de Schaeffler, modificado por Pryce y Andrews (figura RMC 1341,2, sección 3, RCC-MR 2007) será menos del 0.5%.
La permeabilidad magnética relativa de las forjas acabadas será medida en la temperatura ambiente después del recocido de la solución. El valor medido será más bajo que o igual a 1,03 para los campos de sobre los 80000A/m (1000Oe) según el método de prueba 2 o medido con un indicador bajo de la permeabilidad del μ según el método 3 de ASTM A342.
Un espécimen por la porción será tomado de una posición cerca de especímenes mecánicos de la prueba.
Las medidas hechas con otros métodos físicos (e.g permascope, magnetoscope, etc.) se pueden aceptar proporcionaron la información se proveen sobre el tipo y la marca del aparato propuestos y la información sobre la calibración. Para estos métodos 1 prueba será requerida por la forja.
ESTRUCTURA
Un examen micrográfico, con las fotografías, será paralelo realizado a la dirección principal de la extensión. La estructura debe ser homogénea.
(1) tamaño de grano
El número del tamaño de grano determinado de acuerdo con EN ISO 643 será igual o mayor de 3. La determinación se realiza en las muestras de la prueba recogidas de la vecindad inmediata de los especímenes mecánicos de la prueba.
(2) inclusiones nas-metálico
La cantidad y la definición cumplirán los requisitos del manual del vacío del ITER; las definiciones resolverán el ASTM estándar E45-10: Microinclusions (inclusiones indígenas perceptibles por métodos de prueba microscópicos): el método D es aplicable de ASTM E45-10. El número de nivel de gravedad será a lo más 1 para los tipos A, B y C y a lo más 1,5 de las inclusiones para la D.
CONDICIÓN DE LA ENTREGA
En las condiciones sometidas a un tratamiento térmico de la solución y trabajado a máquina al perfil como-entregado.
PROPIEDADES EXTENSIBLES
| Pruebe el ℃ de la temperatura | MPa de la resistencia a la tensión | MPa del minuto de la fuerza de producción 0,2%) ( | Alargamiento (5d) % mínimos |
| Sitio | 525 -700 | ≥220 | ≥45 |
| 250 | ≥415 | ≥135 | - |
EXAMEN DE LA PENETRACIÓN
la inspección del penetrante líquido del 100% de cada forja será emprendida de acuerdo con los requisitos de EN 10228-2. El uso de un penetrante líquido aprobado ITER es obligatorio como se especifica en el manual del vacío del ITER.
EXAMEN VOLUMÉTRICO
100% de la inspección ultrasónica de cada producto será proporcionado de acuerdo con EN 10228: Parte 4. Los criterios de aceptación, que dependen del grueso, serán ésos definidos en el EN estándar 10228-4. La clase 3 de la calidad se adopta para las forjas usadas para el uso estructural.
Este examen será realizado cuando el perfil de la pieza permite funcionamiento satisfactorio de la prueba. Será realizado en el orden de la preferencia siguiente:
- después de trabajar a máquina del final
- después del tratamiento térmico para las propiedades mecánicas, el trabajar a máquina subsiguiente está realizado o no.
El volumen entero de la pieza estará conforme al examen ultrasónico. 100% coberturas de exploración definidas en §12.4 de EN estándar 10228-4 serán realizadas.
Las gamas consideradas y los criterios de aceptación que depende del grueso de la pieza examinada, serán ésas definidos por el EN estándar 10228-4 para la punta de prueba normal.
VENTAJA COMPETITIVA:
(1) más de 50 años de experiencia de la investigación y se convierten en la aleación da alta temperatura, la aleación de la resistencia a la corrosión, la aleación de la precisión, la aleación refractaria, el metal raro y el material y productos del metal precioso.
(2) 6 indican los laboratorios y el centro dominantes de la calibración.
(3) centenares de tecnologías de la patente.
(4) calidad y funcionamiento excelentes que es necesario garantizar el trabajo estable del ITER.
(5) proveedor a largo plazo confiable aprobado por ITER CHINA.
TÉRMINO DEL NEGOCIO
| Cantidad de orden mínima | 1 pedazo |
| Precio | Negociable |
| Detalles de empaquetado | El agua previene, transporte marinero, caja de madera de la no-fumigación |
| Marca | Según orden |
| Plazo de expedición | 90-120 días |
| Condiciones de pago | T/T, L/C a primera vista, D/P |
| Capacidad de la fuente | 200 toneladas métricas/mes |
Persona de Contacto: Mr. lian
Teléfono: 86-13913685671
Fax: 86-510-86181887